Upgrading from a webcam to an
industrial machine vision camera brings a lot of benefits in terms of image quality, performance, and functionality. In this article, we will discuss the advantages of using an industrial machine vision camera and how it differs from a webcam.
The differences between a webcam and an area scan camera
Webcams are common in many applications, from video conferencing to streaming. They are relatively inexpensive and easy to use, but they have limited functionality and lower image quality compared to industrial machine vision cameras. Industrial machine vision cameras are designed for applications that require high-quality images, high-speed imaging, and advanced features. They are widely used in industries such as manufacturing, automation, robotics, and quality control.
The purpose of a webcam is to conference and stream. That is why the webcams output is a (video)stream. You can take snapshots, but there is no exact timing to those images. Area scan cameras create raw uncompromised images. These images have an exact timing and can therefor be used for triggering. If you want to generate a stream, it is possible using software. We have an example program in our
download area.
Webcams usually have auto focus and auto exposure turned on. This is great for focusing on you in a conference meeting where the amount of light might vary, but if you need to inspect objects of the same size at a set distance with the same light conditions. Autofocus is slow and auto exposure can cause disruption of the exposure and timing. Industrial lenses can be focused and fixed to an exact focus area and aperture and therefore always deliver the expected image output.
Advantages of Upgrading to an Industrial Machine Vision Camera
Higher Image Quality
Industrial
machine vision cameras are designed for high-quality imaging. They use advanced sensors and optics to capture detailed images with high resolution, contrast, and color accuracy. This is essential in applications where image quality is critical, such as inspection, measurement and quality control. Machine vision cameras also have a higher dynamic range, which allows them to capture more details in bright and dark areas.
Advanced Features
Industrial machine vision cameras offer a range of advanced features that are not available in webcams. These features include:
- Triggering and synchronization: Machine vision cameras can be triggered externally or internally to capture images at precise moments. This is important in applications where timing is critical, such as motion analysis or defect detection.
- Image processing: Our machine vision cameras are provided with a free Software Development Kit (SDK). This SDK can be integrated your image processing software or in existing software. This gives you the freedom to use the cameras capabilities to the maximum where webcams are restricted.
- Lens control: Machine vision lenses can set the focus and aperture of the lens, which is important for applications where the camera needs to adjust to different lighting conditions or objects.
- Mounting and integration: Machine vision cameras are designed to be mounted on tripods, stands, or other fixtures, and can be integrated with other hardware and software in the system thanks to the GigE and USB3 vision conformities.
High-Speed Imaging
Industrial machine vision cameras can capture images at high speeds, up to thousands of frames per second. This is important in applications where fast-moving objects need to be inspected or tracked. These fast frame rates are possible thanks to the large image sensors. The larger the image sensor the more light-sensitive the camera is. Machine vision cameras also have a shorter latency, which means they can capture images with less delay compared to webcams.
Robust and Durability
Industrial machine vision cameras are designed to operate in harsh environments, such as high temperatures, humidity, and vibration. They are built with high-quality materials and are tested to meet industrial standards for reliability and durability. This makes them suitable for use in manufacturing, automation and other industrial applications where reliability is critical.
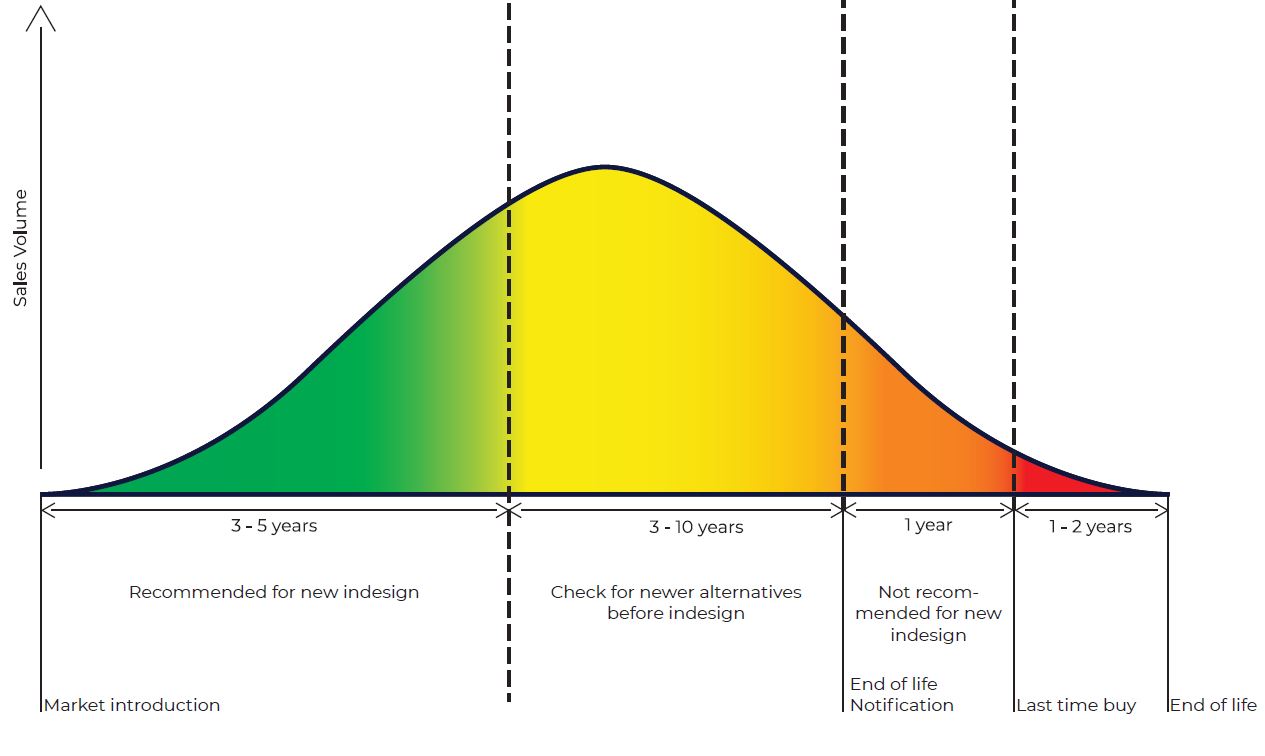
Product life cycle
Another advantage of the vision camera is the product life cycle. Our machine vision cameras are designed to be purchasable for at least 7 years after market introduction. If you design a vision system, you will need the exact same camera for a next system to achieve the same results. Webcams are usually available for one year and after that you would need to purchase the newer version resulting in a slightly different result.
Fairly priced machine vision cameras
Webcams are relatively inexpensive, but due to the low functionality it will cost you in image quality and functionalities. Secondly, machine vision cameras have larger image sensors and are therefore more light sensitive. When ordering your machine vision cameras from GeT Cameras, you are guaranteed to get the best camera price in the market. Thanks to our low margins and low overhead costs, we can offer machine vision cameras up to 50% cheaper than our competitors. Our machine vision cameras have the same image sensor as that of our competitors, meaning you get the same image quality, guaranteed.
Exceptional service
Another benefit of working with machine vision cameras is that GeT Cameras offers customer support that is way more advanced than the webcam manufacturers. Our
customer support division exist of machine vision engineers and is backed up by the camera manufacturer. There is no question we cannot answer.
Conclusion
Upgrading from a webcam to an industrial machine vision camera can bring a lot of benefits in terms of image quality, performance, and functionality. Machine vision cameras are especially designed for applications that require high-quality images, high-speed imaging and advanced features where webcams are designed for non-industrial applications like video conferencing or streaming. They offer a range of benefits that are not available in webcams such as triggering and synchronization, image processing, lens control, and robustness. If you are looking to improve the performance of your imaging system or if you need to capture high-quality images in an industrial setting, then an industrial machine vision camera is the right choice for you.
Wondering if industrial cameras are suitable for your vision application?
Get in touch with our technical sales personnel.We answer all questions within 24hrs.

